Ищем источник помех
| Уголок радиоконструктора |

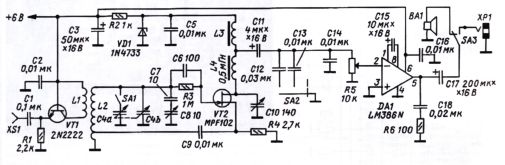
Предлагаемый пеленгатор позволяет определить местонахождение стационарной Си-Би радиостанции, но при минимальных доработках его можно использовать для поиска источника помех на любых частотах диапазона коротких волн.
"В семье не без урода" — гласит народная мудрость. Встречаются с ними и те, кто работает в Си-Би диапазоне. Каждый, наверное, сталкивался с любителями ненормативной лексики, непременно желающими "участвовать" в беседе. Уверенные в своей неуловимости, они могут часами преследовать особо чувствительных к их "творчеству".